+91-98140 21775
info@viratsteels.com

| C | Si | Mn | P | S | Cr | W | V |
|---|---|---|---|---|---|---|---|
| 0.65 - 0.80 | 0.20 - 0.40 | 0.10 - 0.40 | 0.03 | 0.03 | 3.75 - 4.00 | 17.25 - 18.75 | 0.90 - 1.30 |
Virat Special Steels is the leading Supplier & Stockiest of T1 Steels.
T1 is a tungsten kind tool steel. Very high resistance to put on and to softening. Just right longevity, reducing potential & deep hardening response.
This grade is on the whole used for turning, planning & slotting instruments, tapes, twist drill, threading dies, profile slicing instruments, broaching instruments & reamers.
HSS T1 / DIN 3355 / AISI T1 is a high speed tool steel with an 18% tungsten content that has strong toughness, wear resistance , High purity with least inclusions and glasses , good mechanical properties coming from fine and uniform grain size and good cutting qualities. Tungsten-based tool steel with carbide structure without having Moly, resulting in difficult steel to cut qualities with high tensile strength. With 18% tungsten, it is the best effective high-speed steel grade based on W, with excellent wear resistance, red hardness, and toughness. Tungsten in this tool steel makes it simple to cut parameters with high tensile strength - hardness up to 63-66 HRC following heat treatment.
Virat Special Steels is the largest stockiest and supplier of T1 Steel in flat, square and round bar. We provide steel in all sizes as your requirements. T1 die steel is available in flat, square and round shape. Consult our team who will assist you for T1 steel query.
Standard hiqh-speed steel qrade. Itswell-balanced alloycomposition forms the basis of its high_touqhness and good clll:ting edge retention, render'lng it suitable for a large variety of applications.
| Tensile Strength | 1220-1380 MPa |
| Hardness | 63-65 HRC |
| Modulus of elasticity | 190-210 GPa |
The average oxygen concentration, carbon content, and chromium content of T1 / DIN 3355 / AISI T1 are 0.10%, 0.85%, and 5%, respectively. This remarkable combination produces components with great hardness—able to achieve Rockwell C66 or higher—and superior red hardness, allowing them to be used even during prolonged cutting operations.
| Thermal Conductivity at °C | 20 | 350 | 700 |
| W/(m*K) | 32.8 | 23.5 | 25.5 |
HSS T1 / DIN 3355 / AISI T1 is a popular option among metalworkers because of its durability and heat resistance, thus having the right heat treatment is critical to ensuring these properties. Specialists will advise heating the metal to a specified temperature before cooling it, followed by an annealing procedure to harden it further. To maximize the benefits of tool steel T1, the cooling pattern should be carefully regulated by qualified personnel. According to the procedure throughout the heat treatment process, this specialized material may gain strength and stress resistance for even more dependable industrial performance.
T1 / DIN 3355 / AISI T1 high speed steel should be slowly and consistently warmed to 850–880 °C.For T1 / DIN 3355 / AISI T1 tool steel, raise the forging temperature to 1050–1130°C.After forging, T1 / DIN 3355 / AISI T1 hss tool steel has to cool extremely slowly.
The temperature range for annealing is 1600–1650 °F. Cool to 1000° F gradually at a rate of 35° F per hour. Media that are insulating are used for optimum outcomes. 2 hours at the desired temperature.
Temperature ranges 1100-1300° F .Stress relieve after rough machining.
Preheat time in a furnace is 1/4 hour per inch of thickness at a temperature of 1500–1550°F. Heating up to temperature as slow as possible.
Harden at 2375° F for best wear resistance. Harden at 2275° F for optimum toughness and hardness.
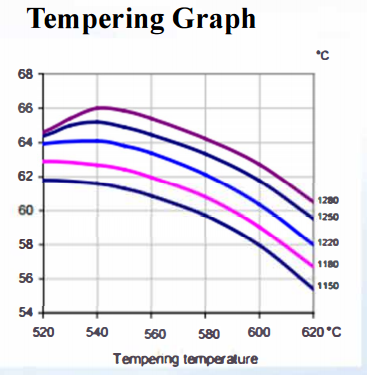
Temper T1 / DIN 3355 / AISI T1 high-speed steel shortly after it has been quenched. Allow at least two hours. It is advised to temper twice. 2 hours is the typical tempering time. The recommended temperature for cutting tools is 1000-1075° F and 1100-1200° F for shock tools.
| Soft annealing °C | Cooling | Hardness HB |
|---|---|---|
| 870-900 | slowly | max. 270 |
| Stress-relief annealing °C | Cooling |
|---|---|
| 630 - 650 | Furnace |
| 1st pre-heating °C | 2nd and 3rd | Hardening °C | Quenching | Tempering °C | Hardness after Teperature HRC |
|---|---|---|---|---|---|
| up to approx. 400 in an air-circulating furnace | 850 and 1050 | 1190 - 1230 | Saltbath, at least 550 °C Oil ,Air | at least twice 530-560 | 64 – 66 |
For all metal-cutting tools for roughing or finishing such as twist drills, diverse milling cutters, thread dies, broaches, reamers, countersinks, thread chasers, circular saw segments, shaping tools and woodworking tools. Also highly suitable for cold-forming tools such as cold extrusion rams and dies, as well as cutting and precision cutting tools, plastic moulds with elevated wear resistance and screws.