+91-98140 21775
info@viratsteels.com

| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0.88 - 0.95 | 0.20 - 0.40 | 0.20 - 0.40 | 0.03 | 0.03 | 3.80 - 4.50 | 4.75 - 5.20 | 1.75 - 2.00 |
Virat Special Steels is the leading provider & Stockiest of AISI M35.
AISI M35 is cobalt content material in these high-performance excessive-speed steel results in high pink hardness and tempering resistance. As a final result, this grade is primarily suitable for conditions involving thermal stresses and discontinuous cutting.
This grade is typically used as heavy-duty milling cutters of every kind, particularly stressed twist drills and taps, profile knives, machining of high-strength substances, broaches.
A general-purpose high-speed steel of the molybdenum type, M35/DIN 3243/AISI M35 steel has balanced toughness, wear-resistance, and red hardness characteristics. This grade is frequently used in cold work punches, dies, and high-speed, light-cutting applications. Due to its better qualities, including its improved bending strength, toughness, and thermo-plasticity, all of which are 50% higher than T1, M35 High Speed Steel is by far the most widely used high-speed steel to replace T1 in most applications.
Group M steels make up over 95% of the high-speed steels produced in the US. Except for M6, all varieties of steel from M1 through M10 contain tungsten, and none of these steels contain cobalt. Tools constructed of this type of steel can be coated with titanium nitride, titanium carbide, and several other materials using a physical vapor deposition technique to increase their functionality and durability.
Virat Special Steels is the largest stockiest and supplier of AISI M35 Steel in flat, square and round bar. We provide steel in all sizes as your requirements. AISI M35 die steel is available in flat, square and round shape. Consult our team who will assist you for AISI M35 steel query.

The cobalt content in this high-performance high-speed steel results in high red hardness and tempering resistance. As a consequence, this grade is particularly suitable for conditions involving thermal stresses and discontinuous cutting. Under the name Rapidur 3245, AISI M 35 + S and material number 1.3245, this steel grade is supplied with a higher sulphur content (S = 0.10 %).
| Tensile strength | 481 MPa |
| Yield Strength | 419 MPa |
| Elongation | 34 % |
| Impact Toughness | 12 KV/Ku(J) |
| Hardness | 421 HBW |
| Modulus of elasticity | 07 GPa |
The form and size of each component, as well as other external elements, will affect the heat treatment process, which includes the kind of furnace, quenching media, workpiece transfer facilities, and the heating temperatures including the rate of heating, cooling, and soaking durations.
Pre-heat the M35/DIN 3243/AISI M35 to 450–500°C and then to 820–870°C in two steps. Heat the material further until the final hardening temperature reaches between 1050 and 1250°C. Harden in a controlled furnace or vacuum for maximum results, or in a salt bath that has been thoroughly rectified.
Quenching mediums are heated oil, pressurized gas, or salt. To attain the necessary characteristics for pressurized gas, a quick quench rate to below 1000°F (538°C) is essential. For oil, quench at 900°F (482°C) or until it becomes black, then cool to 150–125°F (66–51°C) in calm air. Equalise, then cool in calm air to 150-125°F (66-51°C) for salt that is kept at 1000-1100°F (538-593°C).
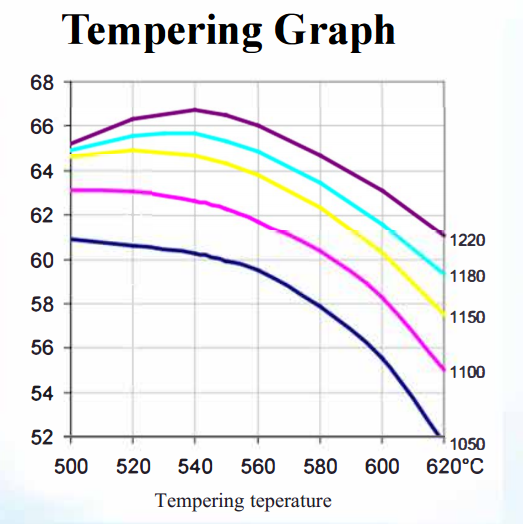
Temper immediately after quenching in a temperature range of (510-620°C).
Pre-heat M35/DIN 3243/AISI M35 to 450–500°C, then immediately raise the temperature to 950–1100°C for forging. Under 950°C, do not forge. After forging, cool very gently.
To reduce the chance of distortion, stress relief is advised to be performed following machining and before hardening. Heat the component to 600–700°C and soak thoroughly for around two hours to reduce tension. Cool the boiler gradually.
After hot working and before re-hardening, M35/DIN 3243/AISI M35 Steel must undergo the annealing process. Heat at a maximum rate of 220°C per hour at 850°C. Always maintain temperature for two hours, or one hour every 25 mm of thickness. The furnace gradually cools. The hardness of the M35 annealed material should be 260 Brinell or less.
M35/DIN 3243/AISI M35 is provided in an annealed, machineable state. Only when the steel has been hot wrought, forged, or toughened by the toolmaker will re-annealing be required. M35 high-speed steel should be heated to 850°C at a maximum rate of 220°C per hour.
Special welding techniques including preheating and filler materials made from base material composition are used. After that , let the components cool gently.
| Soft annealing °C | Cooling | Hardness HB |
|---|---|---|
| 820 - 860 | Furnace | max. 269 |
| Stress-relief annealing °C | Cooling |
|---|---|
| 630 - 650 | Furnace |
| 1st pre-heating °C | 2nd and 3rd | Hardening °C | Quenching | Tempering °C | Hardness after Teperature HRC |
|---|---|---|---|---|---|
| up to approx. 400 in an air-circulating furnace | 850 and 1050 | 1190 - 1230 | Saltbath, at least 550 °C Oil ,Air | at least twice 540-570 | 64 – 67 |
1 For cold-forming tools with a complex geometry, a hardening temperature at the lower end of the quoted range is recommended. The stated hardening temperatures apply to saltbath hardening only. For vacuum hardening, we suggest a reduction of 10 °C to 30 °C. |
Heavy-duty milling cutters of all kinds, highly stressed twist drills and taps, profile knives, machining of high-strength materials, broaches. Manufacture of various cutting tools like cutter, broach, end milling cutter. Advanced punching die, screw die, the toughness and complex shape tools, reamer, milling cutter, bunt, punch, etc