+91-98140 21775
info@viratsteels.com

| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0.35-0.45 | 0.80-1.20 | 0.25-0.70 | 0.03 | 0.03 | 3.00-3.75 | 2.00-3.00 | 0.25-0.75 |
Virat Special Steels is the largest Supplier & Stockiest of AISI H-10.
AISI H10 is an amazing high-temperature quality and treating resistance, thermal conductivity and low powerlessness to hot cracking. May be water cooled to a restricted degree. It’s suitable for cold hobbing.
Utilized for Press and penetrating mandrels pass on supplements, heavy metal die casting tools.
AISI H10 Tool Steel is a Chromium hot works tool steel under the ASTM A681 alloy tool steel standard. ASTM/AISI defines chromium hot work tool steels as group H steels, with grades ranging from H10 to H19. AISI H10 Tool Steel has a high resistance to softening at high temperatures. AISI H10 Tool Steel may be heat treated to a higher hardness than tungsten hot work steels and also has a higher toughness. AISI H10 tool steel has good thermal fatigue properties and, unlike tungsten hot work steels, may be safely water cooled in service. Typical applications included hot punches, die casting dies, forging dies, and extrusion tooling.
Virat Special Steels is the largest stockiest and supplier of AISI H10 tool steel in flat, square and round bar. We provide steel in all sizes as your requirements. AISI H10 die steel is available in flat, square and round shape. Consult our team who will assist you for AISI H10 steel query.
Hot Work Steel AISI H10 is equivalent steel of DIN 2365 with good high-temperature toughness and high tempering resistance, less Susceptibility to high hot cracking, good thermal conductivity, Can be water-cooled to a limited extent.
| Hardness | 40-55 HRC |
| Modulus of elasticity | 207 GPa |
| Machinability | 90-95% of 1% carbon steel |
Depending on the precise composition and heat treatment of the H10/ DIN 2365/ AISI H10 steel, the physical attributes may differ somewhat. Its always advisable to refer to the manufacturer’s specifications for accurate information.
| Coefficient of thermal expansionat °C | 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 |
| 10-6 m/(m*K) | 11.7 | 12.4 | 12.7 | 13.2 | 13.5 | 13.7 | 13.8 |
| Thermal Conductivity at °C | 20 | 350 | 700 |
| W/(m*K) | 32.6 | 34.4 | 32.4 |
The H10/ DIN 2365/ AISI H10 steels must be preheated in a furnace to 1400°C -1500°F before hardening
H10/ DIN 2365/ AISI H10 steel is a deep hardening steel, and while oil quenching may be utilized for optimum hardness, air hardening is preferred for most purposes. It is preferable to utilise a salt bath or controlled environment furnace to minimize decarburization, but if neither is available, the pack hardening spent pitch temperature used is typically in the 982°C -1037°C range.
1010–1050°C (1850–1922°F) Holding time after temperature equalization: 15 to 30 minutes in an oil, salt bath (500-550°C / 932-1022°F). Hardness achievable: 52-56 HRC .
Heating H10/ DIN 2365/ AISI H10 steel for forging must be done slowly and consistently. Soak at 1037°C -1093°C and reheat as needed, ending operations when the temperature falls below 898°C. Cool gently after forging in lime, mica, dry ashes, or a furnace. After forging, H10 tool steel should always be annealed.
Slow and consistent heating to 750-790°C, furnace cooling to 600°C at a rate of 1020°C/hr, additional cooling in air. Maximum hardness after annealing: 205 HB. To avoid excessive carburization or decarburization, appropriate measures must be taken.
1112 to 1202 °F at 600 to 650 °C meant to reduce tensions created by excessive machining or in complicated forms; slow cooling in furnace. Hold in a neutral environment for 1-2 hours after heating.
H10/ DIN 2365/ AISI H10 tool steels may easily be welded using a variety of welding techniques.
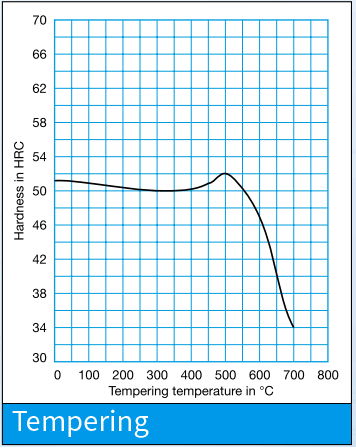
Slow heating to tempering temperature immediately after hardening / time in the furnace 1 hour for each 20 mm of work piece thickness; but at least 2 hours / cooling in air. It is advised to temper at least twice. A third tempering cycle for the purpose of stress relief may be beneficial. First tempering at approximately 30°C (86°F) above the maximum secondary hardness. Second, temper to desired working hardness. The tempering chart displays the average temperature hardness values. 3rd for stress relief at temperatures ranging from 30 to 50°C (86 to 122°F) below the highest tempering temperature
| Soft annealing °C | Cooling | Hardness HB |
|---|---|---|
| 740 – 800 | Furnace | max. 185 |
| Hardening °C | Quenching | Hardness after quenching HRC |
|---|---|---|
| 1040 – 1060 | Oil or hot bath, 500 – 550 °C | 52 |
| Tempering °C after Quenching | 100 | 200 | 300 | 400 | 500 | 550 | 600 | 650 | 700 |
| HRC | 51 | 50.5 | 50 | 50 | 53 | 51 | 48 | 41 | 34 |
This tool steel use for hot press and mandrels, forging die and press die inserts, significant hot metal die casting tools, die-casting moulds for non-ferrous heavy metal pressure die-casting.